

product


CHL Horizontal centrifugal water pump
CHL Horizontal centrifugal water pump,
CHL Horizontal centrifugal water pump,
Pump
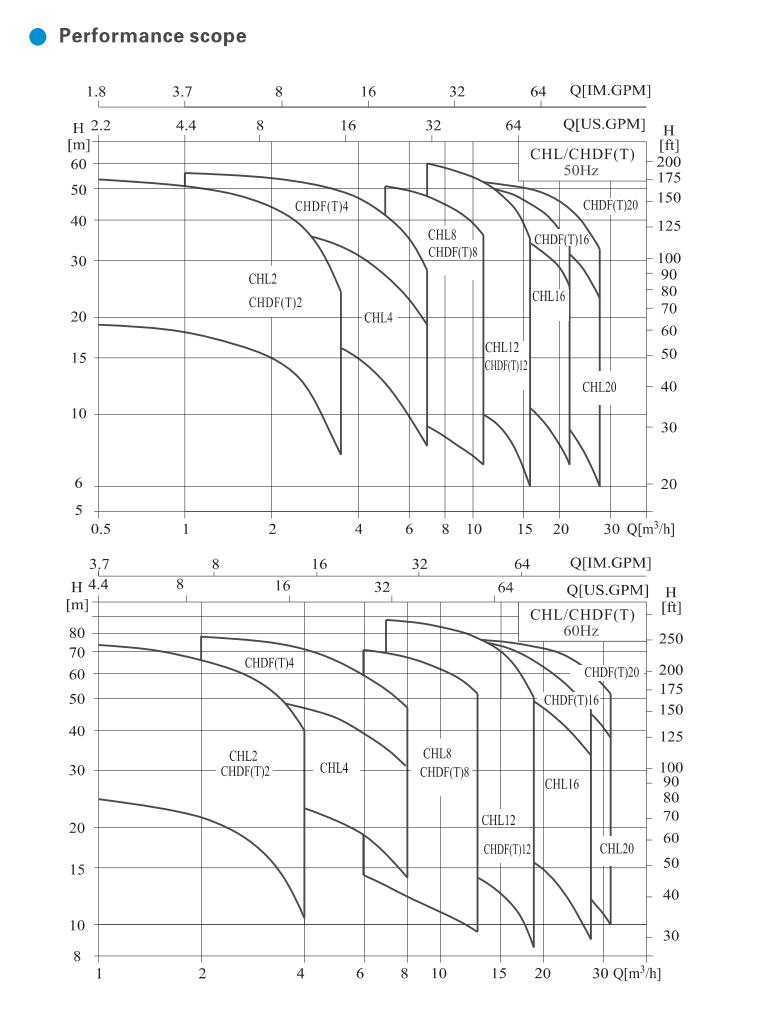
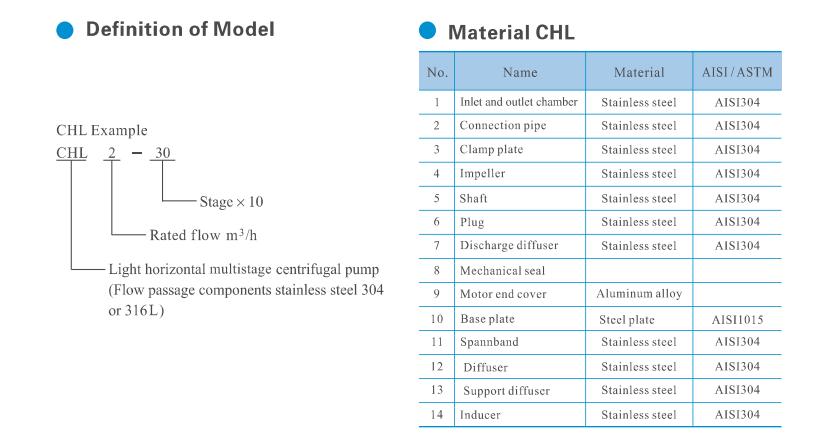
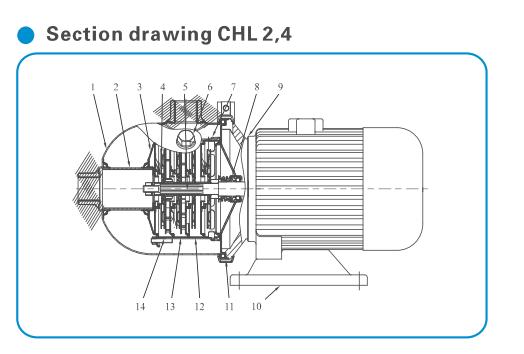
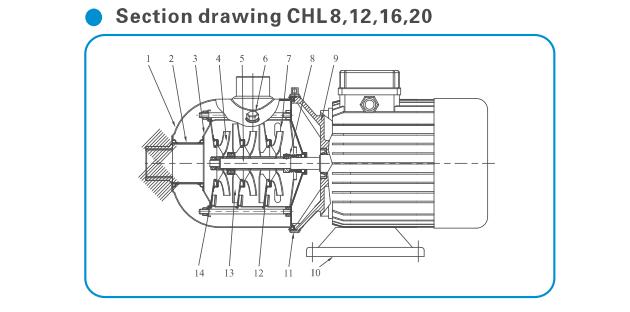
CHL series light horizontal no self-priming multistage centrifugal pump adopt axial inlet and radial outlet , attach with long shaft electric motor , including subsection type and cylinder type . All flow passages parts are made of stainless steel . The pump warmly welcome for compact structure , high efficiency , reliable quality etc ,The use of light horizontal multistage clean water centrifugal pump refers to the performance range of the bold curve to prevent overheating caused by too small flow and overload caused by too large flow.
Application
CHL series pump are widely used in industrial and domestic field
Water supply or boosting
Air-conditioning system or cooling system
Industrial cleaning or washing system
Water treatment system or Water purification system
Agriculture or Fertilizing
Environmental protection application
Other industrial or domestic application
Operation condition
Medium temperature
Normal temperature type : – 15℃ – + 70℃
Hot water type : + 70℃- + 110 ℃
Ambient temperature : up to + 40℃
Max Operation pressure : 10 bar
Max Inlet pressure is limited by the Max operation pressure
Electric motor
Total-enclosed Fan-cooled two-pole standard motor
Aluminium housing motor
Protection class : IP55 insulation class : F
Standard voltage :
- 50HZ : 1 X 220 – 240 V
- 3 X 220 – 240 V 3 X 380 – 415 V
Medium
Thin and clean , non-flammable and non-explosive medium without solid granules or fibres.
Mineral water , soft water , pure water , edible vegetable oil , and other Slight chemical medium When the density or viscosity of medium is larger than that of water , it is necessary to choose a high-power driving motor.
Whether a specific medium is suitable for the pump depends on many factors , among which the most important ones are chlorine content , Ph-value , temperature , solvent and oil content etc.
One of the key advantages of the horizontal multistage centrifugal water pump is its ability to efficiently handle high-pressure requirements. Whether it’s for water supply, irrigation, or industrial processes, this pump is capable of delivering the necessary pressure to ensure smooth and reliable operations. Its multistage design allows for increased pressure with each stage, making it ideal for applications that demand high levels of pressure.
In addition to its high-pressure capabilities, this centrifugal pump is also known for its consistent performance. With its robust construction and precision engineering, it can operate continuously without compromising its efficiency. This reliability is crucial for industrial and commercial operations where downtime can result in significant losses.
Furthermore, the versatility of the horizontal multistage centrifugal water pump makes it suitable for a wide range of applications. From boosting water pressure in buildings to supporting industrial processes that require high-pressure water supply, this pump can adapt to diverse requirements with ease. Its ability to handle various liquids, including clean water, non-aggressive and non-explosive liquids, further enhances its versatility.
In conclusion, the horizontal multistage centrifugal water pump is a powerhouse in industrial and commercial settings. Its ability to deliver high pressure, consistent performance, and versatility makes it an indispensable tool for various applications. Whether it’s for water distribution, pressure boosting, or industrial processes, this centrifugal pump continues to prove its reliability and efficiency, making it a top choice for businesses across different industries.





